
Aeronaut has been making automated cutters for around 20 years and in that time, we have gained a lot of information about what works and what does not work in these types of machines. Since we started as sail makers, we know a bit about both sides of the business and we certainly know more about the end user than most.
Unlike other manufacturers, Aeronaut builds very wide and long cutters and much of our engineering has evolved from this focus. Machines have to be built stiff, strong and heavy duty to span 6-12 metres (up to 31 feet wide).
Aeronaut manufactures 95% of all the components that go into a cutter other than some electronics, motors and aluminium extrusions. We have 5 state of the art CNC machines in-house from 5 axis turning centres and mills to flat-bed routers for vacuum tables. So we not only manufacture CNC machines but we use them as well... even the boss can run the mill. This has given us a focus towards practical and rational engineering... making machines which are efficient and economical as well as good to look at.

Aeronaut is based in Australia. Our factory is in a suburb of Sydney and for a few years when we started manufacturing, the closest customers were over 800 km away. If anything broke during the warranty period, we were up for an expensive trip to fix the problem. Take it as read that this taught us a great deal about the importance of reliability!
So what follows is based on our design philosophy and our attitude towards building or owning a machine.
Heavy duty… what’s heavy duty mean?
It means you can stand on the gantry of our cutters and they won’t break!

Really, it means that Aeronaut cutters can cut tougher materials, carry larger diameter drill punches and can crease more difficult fabric than most cutters. Aeronaut cutters can also be used as X/Y crush cutters which requires a large amount of pressure on the tool.
If you only cut lightweight materials, then a lightweight cutter may work for you, but many types of fabric take a lot of force to cut, crease or drill… and Aeronaut cutters have been built to take this force, year after year.
A big side benefit of heavy duty construction is long service life, especially if you only do lightweight work. All the motors, drives, bearings and gantries as well as the cutting tables on Aeronaut machines are built to the same industrial strength specification.
Motors. Whatʼs better, steppers or servos?
In most Aeronaut cutters, the motors fitted are hybrid stepper motors. The alternative to stepper motors in automated cutters are servo motors. If you plan on owning your cutter for a long time, then this is a big factor in choosing a cutter. If you do an internet search, you will find advantages and disadvantages to both systems. However the big advantages to stepper motors are:
- Simplicity in construction.
- Very, very reliable.
- More than adequately powerful and accurate.
- Only 4 wires per motor compared with 6-12 for servo motors.
- Steppers have a standard NEMA mount. Servo mounts hopelessly non-standard.
- Very little configuration is required different sized machines.
- Safe.
Steppers are simple and accurate devices with just one moving part... so thereʼs very little to go wrong. Almost all the stepper motors in the world fall are made to a mounting standard which hasnʼt changed in 20 years. This pretty much guarantees that you can find a replacement motor in a day, where every you live in the world that will fit your machine. That being said, stepper motor failures are very rare indeed. In comparison, it's almost impossible to find a motor from one manufacturer which will fit the mounts of another manufacturer so replacing servo motors is problematical, especially on older machines.
Stepper motors only use four wires per motor. This has big implications on big machines. See the section on cabling below.
Stepper drives are very simple to configure and need little or no tuning on different size machines. Normally the only thing to set is the output current of the driver. Servo motors can need extensive tuning during installation which can make things very difficult if parts are replaced or the machine expanded or modified.
Stepper motors are driven in micro-stepping mode which means we can address a position of 0.03mm... far in excess of what is required for fabric work.
If you get in the way of a stepper controlled machine, it will hurt. But the motor will stall and having stalled, it will loose all power. If you get in the way of a servo controlled machine, it will continue to push harder and harder until the servo amplifier cuts out. We think stepper motors are much safer in general use.

Rack and Pinion. Is it better than Aeronautʼs Cat-drive?
There are many different gearing methods used to drive automated cutters including rack and pinion, long belts with an omega drive, lead screw and Aeronautʼs Cat drive. All have their advantages and disadvantages.
20 years ago, when Aeronaut started manufacturing, we looked at the advantages and disadvantages of different mechanisms and we did not go for rack and pinion. The main reason was that owners of most of the machines we looked at complained about them. Hereʼs why...
Sooner or later, your cutter will run into a roll of fabric, a pair of scissors or a roll of masking tape on the table. Maybe someoneʼs clothes or a rag may get caught in the machine... If an Aeronaut cutter hits something hard, in 99.9% of cases, the machine belt just jumps a tooth on the table... something which results in zero damage and which takes just a few minutes to put right. In the other 0.1% of cases, the drive belt breaks which takes about 10 minutes to replace.
With most rack and pinion machines, the machine will break or bend something expensive. You either break a tooth on a rack and have to replace a section of the rack or you break a pinion or bend the motor axle and have to replace the pinion or the motor or both. These are time consuming and expensive operations which may result in the machine being out of commission for some time.
Aeronaut uses a system we call Cat-drive on most machines which we think has significant advantages over a simple rack and pinion system. Cat-drive is unique to Aeronaut (though other cutter makers have tried it and failed to make it work... due mainly to sloppy engineering).
Cat-drive looks just like a caterpillar track on a bulldozer. We use a static toothed belt as a rack which meshes with a driven caterpillar belt which in turn is driven by the motor pinion or pulley. The driven belt wraps right around the motor pulley giving plenty of grip and thereʼs a long contact patch between the teeth of the static belt and rack belt.
We know of only one instance of an Aeronaut cutter being damaged when it ran into something; in fact the machine was cutter and it was a fork lift truck which ran into the cutter... the result was a bent metal cover. The machine continued to run fine.
All systems require some backlash and the faster a machine goes, to some extent the greater the backlash will be. The backlash on things like simple rack and pinion drives is normally fixed at a low level and gets greater as the machine wears. With Cat-drive, the backlash is flexible due to the teeth on the belt and remains low throughout the life of the machine.
Table Surface. What's the best cutting surface?
Aeronaut always tries to use the best cutting surface for the job. Unlike other manufacturers who only make simple blade cutters, Aeronaut has different cutting technologies on offer. So we have a range of cutting surfaces available from steel through to hard felt and commonly use 4 grades of plastic table top depending on the job.

Obviously, laser and ultrasonic cutters use a different type of cutting surface to an oscillating blade knife, but even a conventional rotary blade table may have a different cutting surface fitted depending on its use.
If you are cutting simple rectangles with a rotary or pizza blade, then you may get the best life and cutting performance with quite a hard cutting surface, but if you try and cut curves on this, you will end up breaking blades. The more complex your patterns, the relatively softer your cutting surface needs to be. So the cutting surface fitted to a table has to be tailored towards the type of cutting that the machine is used for.
Another factor in the choice of cutting surface is the edge quality of the cut material. Different cutting surfaces give different cut edges. If you are planning to do a plain cut edge and not hem a fabric, one type of cutting surface will give a better edge than another.
All cutting surfaces wear and will need replacement. The plastic that Aeronaut uses for cutting surfaces is generally 6-8mm thick and can be scraped or planed many times before it needs replacing. The average life of our cutting table surfaces is difficult to specify but 4-5 years would be average for most high-use machines. However, for some surfaces (not commonly used by Aeronaut) the life-span may be as short as 6 months.
The plastic used for cutting surfaces can be supplied in sheet or roll form. Obviously the roll sheet is thinner than 8mm or you wonʼt roll it! But here comes an interesting equation... If you have to buy your drilled, rolled up sheet of plastic from overseas, you may be paying more in airfreight for the air in the middle of the roll than the plastic itself! It may be cheaper to freight a few (heavier) flat sheets of plastic if they fit into a smaller volume because they get charged differently as airfreight.
If you make very wide and long cutting tables as we do, your attitude towards table surfaces will be different because at some point you are going to have to join sheets of plastic. At Aeronaut, we try for a fully welded or locked together table top so there are no gaps anywhere to break blades. Obviously, it is easier to weld a 6-8mm sheet of plastic than a 3mm one.
Whatʼs the best material for a gantry on an automated cutter? Carbon fibre or aluminium?
Aeronaut uses a large cross-section, thin-wall aluminium gantry with an extruded-bearing rail with a polymer bearing on most machines. This aluminium gantry is stiff, smooth, the bearings donʼt need adjustment and donʼt wear worth the mention.
Aeronaut has been making gantries from carbon fibre for about 10 years. We make the widest in the world and have our own 11 metre autoclave in the factory to cure them. The picture below shows a gantry being laid up in the mould. So we have plenty of experience with carbon fibre... and we donʼt use carbon fibre for every-day machines.

There are a few reasons why. One is that carbon fibre gantries sag. They sag a lot more than aluminium ones. Our gantries are made from pre-preg carbon cured at 120ºC which is about as good as it gets… but they still sag over time while our conventional aluminium ones remain very stable.
Thatʼs just one reason why we donʼt use carbon fibre for standard machines. Carbon fibre gantries donʼt offer anything in terms of stiffness or weight over a large box section aluminium gantry. Itʼs very simple engineering. Double the thickness of a beam and the stiffness increases eight-fold. So we use custom box extrusions for our gantries which are very thick. The a full 6.5 metre gantry extrusion as used on Elektron cutters deflects less than 5mm in the centre span with a full grown man standing on top of the extrusion.
Normally, aluminium extrusion comes in lengths of under 7 metres so any machine narrower than that gets an aluminium extrusion for the gantry and wider than that gets a carbon fibre fabricated gantry.

But thatʼs not the main reason why we donʼt use carbon fibre for most machines. The main reason is that it is difficult to accurately fit a guide system to a carbon gantry and more importantly, it is almost impossible to fit a guide system with a reasonable life-span and maintain a reasonably light weight.
Automated cutters can do huge mileages. We had one which was doing 11,000 km per week! The vee guide bearing systems which are normally used on carbon or composite gantries and even some aluminium gantry cutters, are off-the-shelf systems with alarmingly low lifespans… under a year on a high mileage machine. But donʼt take our word for it. Look up the published vee guide bearing wear rate specs in bearing catalogues.
Wiring and Cabling
One of the most expensive components in a cutting machine is cabling. We learned a long time ago that you cannot take short-cuts with cabling and we only use the best specification robotic cable in our machines running in top quality European energy chain both of which is guaranteed for millions of cycles. In most machines, this is good for decades of use.
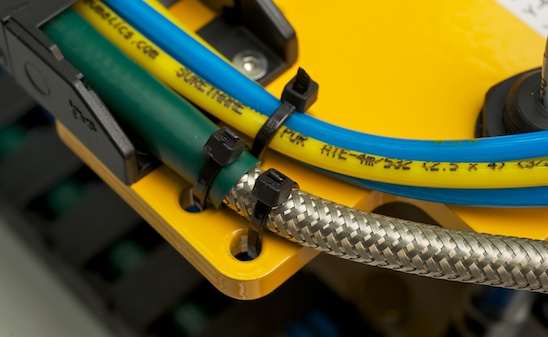
Another cutter manufacturer guarantees their cabling for a year but then suggests in their maintenance manual that these cables are changed every two years. This is a guarantee that the cables they’re using are not robotic cable!
You may think that a cable failure is no big deal and that you may save money, use cheap cable and change it often. It doesn’t work like that. The electronics which control the motors can burn out instantly if a wire between the electronics and the motor goes open circuit. Replacing cables may take a long time if special plugs and sockets are used because you will need a special tool to terminate the wires and replace pins in sockets. Up to 3 weeks in the case of one local customer with a US made machine.
Aeronaut uses plugs and sockets on cabling which require only a screwdriver to make connections. This means in the unlikely event of a wiring failure, cables can be emergency rigged and replaced quickly and easily.
Vacuum table divisions. Why do you need them?
Many vacuum tables are made from timber or from lightweight aluminium honeycomb panels which allow reasonably free passage of air but which cannot be sectioned into cells. Since fabric comes in many widths, you have to cover the open areas of the table with plastic film to stop air leaks.
All Aeronaut vacuum tables are fabricated from aluminium extrusion in cells 1200mm lengths and up to the width of the table. Each cell can be divided up into sections and the vacuum plumbing can be divided into zones down the table. This means you can easily concentrate the vacuum where it’s needed and don’t have to use plastic on open areas of the table to stop air leaks.
The vacuum divisions can be controlled individually or in banks to give the optimum vacuum when cutting. Switching is normally pneumatically controlled from the operator’s end of the cutting table.
Many automated cutters have a remote control joystick build into the machine. Why don’t Aeronaut’s machines have this feature?
There are a few reasons, but… What’s the point in having a remote control which is moving all around the factory attached to a machine? What a silly idea! Aeronaut cutting software can perform all the cut-off operations and can generate grids and arrays of squares so there’s not much point in having this done manually from the end of the gantry while walking or running around the table.

Aeronaut’s joysticks or remote controls do a lot more than just jog the machine around. The LCD display has diagnostic as well as position readouts, it controls the fabric feed system and is used during alignment and calibration to control tools.
The place for a remote control is back where the operator is, held in the hand, well clear of the machine. Because of the size of many cutters, if the operator had to walk up and down the table all day to use the joystick, they’d wear out a lot of shoes.
For extra large tables, Aeronaut also makes wireless remote controls so the operator can have one base station near the computer and control box and one wireless remote to walk around with.
Why use Software Pressure Control?
Most cutters use air pressure to control the force on the cutting blade and on creasing tools and drills. If you use too little pressure you won’t cut properly and if you use too much, you will wear out the table.
You’ll see that most Aeronaut cutters don’t have banks of dials showing air pressure on cutting tools. That’s because most Aeronaut cutters have software pressure control on tools.
There’s a single digital pressure gauge on the cutting table which is electronically controlled by the cutting software… When the operator selects a template for a particular fabric, they also set the cut and crease pressures. In fact in many cases, the correct cutting or creasing pressure for a fabric are sent from the design pressure so the operator does not have to do a thing to get the right results.
For information on Aeronaut vacuum tables, see Vacuum table FAQ.